耐腐蚀合金
材料牌号:Inconel 617
德国牌号:W.Nr.2.4663
DIN牌号:NiCr23Co12Mo
美国牌号数宴:UNS N07617
ISO牌号:NiCr22Co12Mo9
Inconel 617是在高温下具有优秀的机械型能的镍铬钴钼合金,该合金具有耐高温腐蚀性能,如氧化和碳化。
Inconel 617具有以下特性:
●在高达1100℃高温下具有很好的瞬时和长期机械性能
●在1100℃时具有高抗氧化性
●在1100℃时具有高抗碳化性
●良好的焊接性能
Inconel 617化学成分:

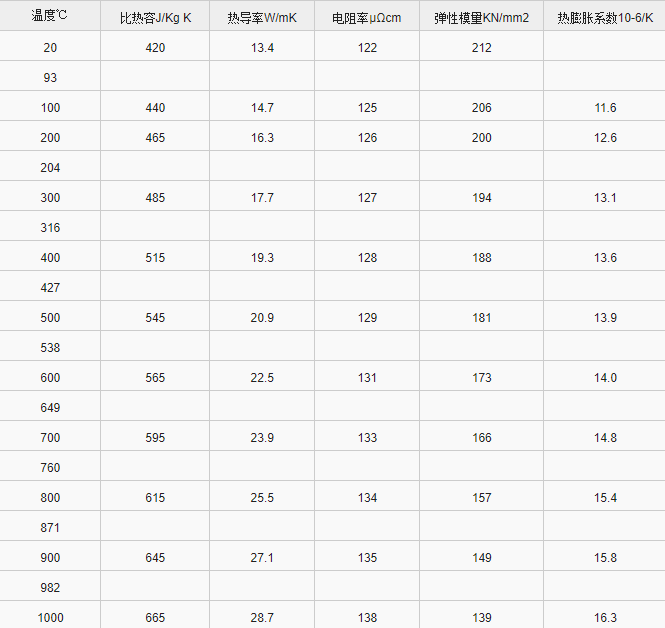
Inconel 617物理性能:
室温及高温时的典型物理性能 密度:ρ=8.4g/cm3
熔化温度范围:1330~1380℃
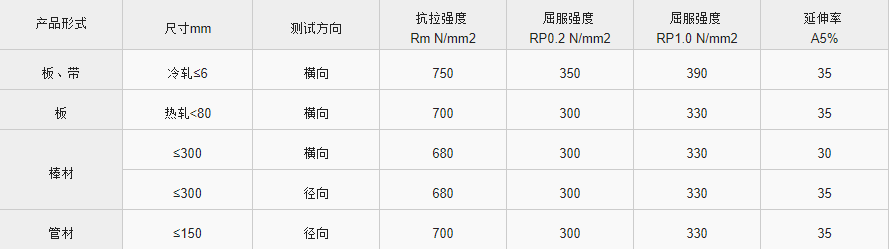
Inconel 617机械性能:
下表中所列性质适用于Inconel 617合金的固溶处理态盯毕闹的给定规格产品。非标准尺寸材料的特殊性能凯罩可以根据特定应用场合的要求提供。
室温机械性能最小值(参照VdTÜV485)
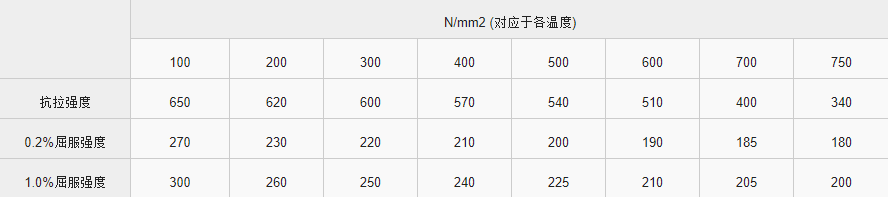
合金在高温下的最低机械性能(参照VdTÜV485)
N/mm2 (对应于各温度)
Inconel 617ISO-V型缺口:
室温平均值:横向>=100J/cm2
径向>=150J/cm2
Inconel 617金相结构:
Inconel 617合金为面心立方晶格结构,具有很好的晶相稳定性。通过固溶硬化具有了优秀的高温强度,合金没有时效硬化。
Inconel 617耐腐蚀和耐热性能:
Inconel 617合金在热腐蚀领域中如硫化环境,尤其是高达1100℃循环的氧化和碳化环境中具有极好的耐腐蚀能力。这些耐腐蚀性加上出色的机械性能,使这种合金特别适用于高温领域。
另外,较高的镍、铬、钼含量使合金在大多数侵蚀介质中具有好的抗腐蚀性。
Inconel 617应用:
Inconel 617适用于高温和极高机械应力的场合。推荐使用温度不超过1000℃。同时Inconel 617适用于薄壁结构部件加工等需要减轻重量的场合。
● 工业和航空汽轮机部件
● 空气加热器
● 马弗罐和辐射馆
● 高温热交换器、阀和弹簧
● 高温气体冷却核反应堆,如核反应堆高温部件-氦/氦介质热交换器
● 化工设备
● 石化工业中的螺旋管和管道
Inconel 617加工和热处理
Inconel 617合金在各种冷热加工过程中都易于加工,不过由于高强度,需要大功率设备。
Inconel 617合金的焊接性能优秀,可采用各种焊接方法焊接。
Inconel 617预热:
工件在加热之前和加热过程中都必须进行表面清理,保持表面清洁。若加热环境含有硫、磷、铅或其他低熔点金属,Inconel 617合金将变脆。杂质来源于做标记的油漆、粉笔、润滑油、水、燃料等。燃料的硫含量要低,如液化气和天然气的杂质含量要低于0.1%,城市煤气的硫含量要低于0.25g/m3,石油气的硫含量低于0.5%是理想的。
加热的电炉最好要具有较精确的控温能力,炉气必须为中性或弱氧化性,应避免炉气成分在氧化性和还原性中波动。加热火焰不能直接烧向工件。
所有的加热过程中,材料必须加入已升温的炉子中。
Inconel 617热加工:
由于非常高的热强度,热加工时需要相当大的加工力。
Inconel 617合金合适的热加工温度为1200-950℃,冷却方式可以是水淬或其他快速冷却方式,材料须在加热炉达到最高炉温时入炉。
Inconel 617冷加工:
冷加工应在退火处理后进行,Inconel 617的加工硬化率大于奥氏体不锈钢,因此加工设备应作相应调整,并且在冷加工过程中应有中间退火过程。
当冷变形量大于10%或对于应用温度高于900℃的材料冷变形量大于5%时,需要最终固溶退火。
Inconel 617热处理:
为了得到合适的性能,固溶处理温度为1150℃-1200℃,必须水淬以得到最大的抗蠕变性,厚度小于1.5mm 的也可以快速空冷。
去应力退火温度为可达870℃。
在所有的热处理过程中,都要注意前面提到的关于保持清洁的事项。
Inconel 617打磨:
在Inconel 617工件焊缝附近的氧化物要比不锈钢的更难以去除。机械或化学方法都可以采
用,用机械方法时,要避免产生金属污染和高的表面变形。在硝酸和氢氟酸的混合酸中酸洗之前,也要用砂纸去除氧化物或进行盐浴预处理。
Inconel 617机加工:
Inconel 617的机加工需在固溶处理后进行,要考虑到材料的加工硬化性,Inconel 617必须采用比低合金标准奥氏体不锈钢低的表面切削速度和重进刀。
Inconel 617焊接:
Inconel 617合金很适合于焊接,包括钨电极电弧焊(GTAW/TIG)、手工电弧焊(GMAW/MIG)、脉冲弧焊和保护气体弧焊。
焊接前,材料须为固溶处理态,材料表面要洁净、无油污、无粉笔记号等,焊缝周围25mm 范围内要打磨露出光亮的金属。
采用低热量输入,层间温度不超过150℃。
不需要焊前或焊后热处理。
推荐使用的焊接材料:
GTAW/GMAW
Nicrofer S 5520
W.-Nr. 2.4627
SG-NiCr22Co12Mo
AWS A 5.14 ERNiCrCoMo-1
SMAW
W.-Nr. 2.4628
EL-NiCr21Co12Mo
AWS A 5.11 ENiCrCoMo-1