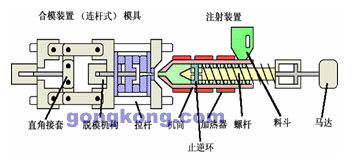
螺杆是注塑机的紧张部件。它的作用是对塑料进行输送、压实、熔化、搅拌和施压。所有这些都是通过螺杆在料筒内的旋转来完成的。在螺杆旋转时,塑料对付机筒内壁、螺杆螺槽底面、螺棱推进面以及塑料与塑料之间在城市发生摩擦及互相活动。塑料的向前推进便是这种活动组合的结果,而摩擦发生的热量也被吸收用来进步塑料温度及熔化塑料。螺杆的布局将直接影响到这些作用的水平。
普通注塑螺杆布局,也有为了进步塑化质量计划成份离型螺杆,屏障型螺杆或分流型螺杆。料筒的布局其实便是一根中间开了下料口的圆管。
在塑料的塑化进程中,其进步和夹杂的动力都是来源于螺杆和料筒的相对旋转。按照塑料在螺杆螺槽中的分歧形态,一般把螺杆分为三段:固体输送段(也叫加料段)、熔融段(也叫压缩段)、均化段(也称计量段)。
在有关塑料塑化的课本上中,都把塑料在螺杆的固体输送段当作一个塑料颗粒间没有互相活动的固体床,然后通过固体床与料筒壁、与螺棱推进面以及与螺槽概况互相活动和摩擦的抱负状态的计较,来确定塑料向前输送的速度。这与实际环境有很多差距,也不能以此为依据来阐发分歧形状塑料颗粒的进料环境。如果塑料的颗粒不大,它们在被料筒内壁拉动向前活动时会呈现分层和翻腾,并渐渐被压实形成固体塞。当望料颗粒的直径与螺槽深度尺寸差不多时,它们的活动轨迹根本上是沿螺槽径向的直线活动加之转一个角度的直线活动。由于颗粒大时塑料在螺槽中的分列很疏松,所以其输送速度也较慢。当颗粒大到必定水平,在进入压缩段而其直径大于螺槽深度时,塑料就会卡在螺杆与机筒之间,如果向前拉动的力不足以降服压扁塑料颗粒所需的力,则塑料会卡在螺槽里不向前推进。
塑料在靠近熔点温度时,饥亏、与料筒相打仗的塑料已起头熔融而形成一层熔膜。当熔膜厚度跨越螺杆与料筒间的间隙时,螺棱顶部把熔膜从料筒内壁径向地刮向螺棱根部,从而渐渐在螺棱的推进面聚集成旋涡状的活动区——熔池。
在螺杆均化段,固体床已经因体积太小而决裂形成份散在熔池里的小固体颗粒。这些固体颗粒通过各自与包覆周围的熔体摩擦及热传递而熔融。面这时,螺杆的功效主要是通过搅拌塑料熔体使之夹杂平均,熔体的速度散布从贴近料筒壁的最高速到贴近螺槽底部的最运唯低速。如果螺槽深度不大而熔体粘度很高,则这时熔体份子间的摩擦会很激烈。
旁肢培 由于各类塑料的熔融速度、熔体粘度、熔融温度范畴、粘度对温度及剪切速率的敏感水平、高温分化气体的腐化性、塑料颗粒间的摩擦系数差别很大,通常意义上的普通通用螺杆在加工某些熔体特性比力突出的塑料(如Pc、PA、高份子ABS、PP-R、PVC等)时会呈现某一段剪切热太高的现象,这种现象—般可通过低落螺杆转速得以解除。