焊接线能量计算公式为:E=Ρ/ν 物理意义是:熔焊时,由焊接热源输入给单位长度焊缝的能量,单位为J/cm,称为线能量(E)。其中Ρ是有效热功率,ν是焊接速度。熔焊时由焊接能源输入给单位长度焊缝上的热量,称为焊接线能量。

线能量的计算公式:
q=IU/υ
I为焊接电流A
U为电弧电压V
υ为焊接速度cm/s
q为线能量J/cm
例如:已知焊接、厚度为14mm,采用Ⅰ形坡口双面埋弧悔喊焊,焊接参数为:焊接电流为600A,电弧电压为34V,焊接碧戚野速度为27m/h,求热输入。
由焊接线能量计算分式:q=IU/υ
已知:I=600A;U=34V
υ=27m/h=45cm/s
代入公式得:q=IU/υ=453(J/cm)
答:焊接时的线能量为453J/cm。

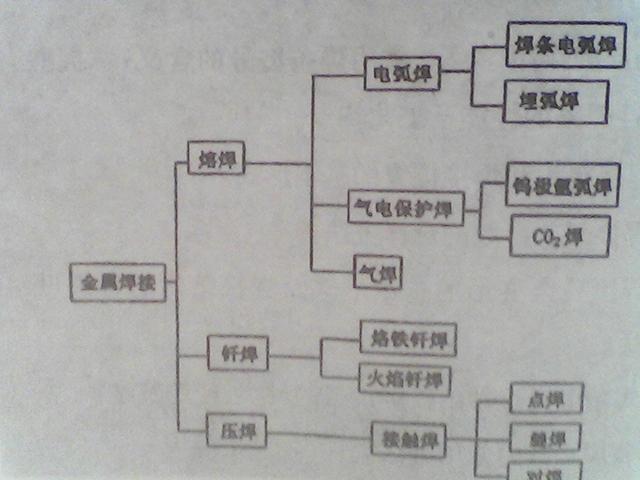
焊接线能量是指焊接的时候由焊接能源输入给单位长度焊缝上的热量。P91钢焊接的主要问题是冷裂敏感性较大,及一定的热裂倾向。同时也不可忽视接头性能的弱化(焊缝区韧性的恶化和热影响区的软化),因此合理的焊接工艺是控制和改善该钢焊接性的重要技术手段。
生产中,根据不同的材料成分,在保证焊缝成形良好的前提下,适当调节焊接工艺参数,以合适的线能量进行焊接,可以保证焊接接头具有良好的性能。例如,焊件装配定位焊时,由于焊缝长度短、截面积小、冷却速度快、焊缝容易开裂,特别是对于一些淬硬倾向较大的钢种更是如此。此时应该选择较大的线能量进行焊接,以防焊缝开裂。但是对于强度等级较高的低合金钢、低温钢,线能量必须严格控制。因为线能量增大会导致焊接接头的耐蚀性,一定要采用小电流、快速焊的工艺参数,使线能量保持在最低值。以防焊缝开裂。
但是对于强度等级较高的低合金钢、低温钢,线能量必须严格控制,因为线能量增大会导致焊接接头塑性和韧性的下降、快速焊的工艺参数,使线能量保持在最低值,特别是对于一些淬硬倾向较大的钢种更是如此,此仔仔时应该选择较大的线能量进行焊接,截面积小,冷却速度快,焊缝容易开裂,为了提高焊接接头的耐蚀性,一定要采用小电流。
例如,焊件装配定位焊时。特别是当焊接奥氏体不锈钢时,以合适的线能量进行焊接生产中,根据不同的材料成分,在保证焊缝成形良好的前提下,适当调节焊接工艺参数,由于焊缝长度短,可以保证焊接接头具有良好的性能。焊接线能量的控制,对某些材料的焊接,为保证其焊接质量,除应正确选择焊接方法和焊接材料外,执行焊接工艺的一个共同特点就是控制焊接线能量。